

The biogas production process, known as anaerobic digestion, is a recognised sustainable technique. It provides renewable methane from plant photosynthesis. In principle, the idea is to convert organic materials (biomass – usually waste matter) created by the sun's energy into renewable energy for use by mankind. Plus, it also recycles the nutrients such as nitrogen and phosphorus to sustain the process in future years.
 All that is taken out is really just the energy and carbon, and the remaining output is as good as (or better than) it was before the biogas production process, as a fertiliser and soil improver.
All that is taken out is really just the energy and carbon, and the remaining output is as good as (or better than) it was before the biogas production process, as a fertiliser and soil improver.
The Chain of Separate Processes
Within the biogas production process, a chain of separate unit processes (steps, or stages) must work in series without any interruptions for the biogas plant process (digestion of biomass) to take place. Thankfully that is not difficult because nature has been doing this for thousands of years across this planet.
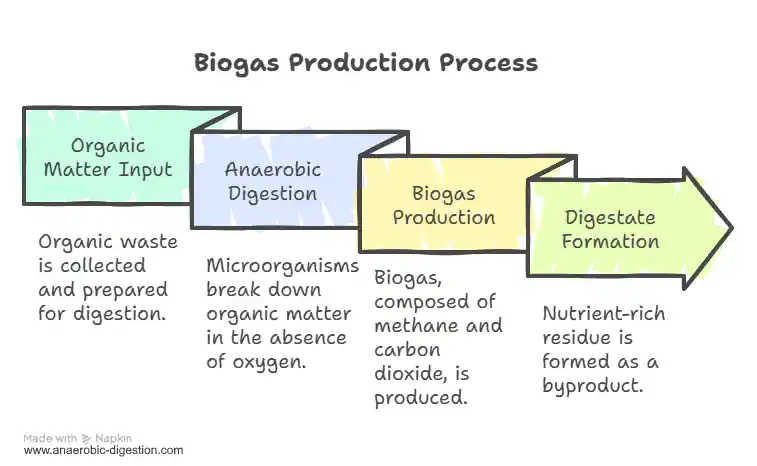
All the biogas production process operator needs to do is ensure that the digester (reactor) is given the right conditions. Get the conditions right and keep them that way, and the micro-organisms will grow and the process will run smoothly.
Biogas Production Process Steps
The point of delivery of the waste (garbage) feed material is the initial organised step for the whole biogas plant. In this task, the feedstock materials (usually a mixture of liquids and solids) are pumped into a large tank, known as the digester. The digester accepts the feed materials, and that “powers” the biogas plant processes, which we describe in the text which follows.
The Anaerobic Digestion Process Steps
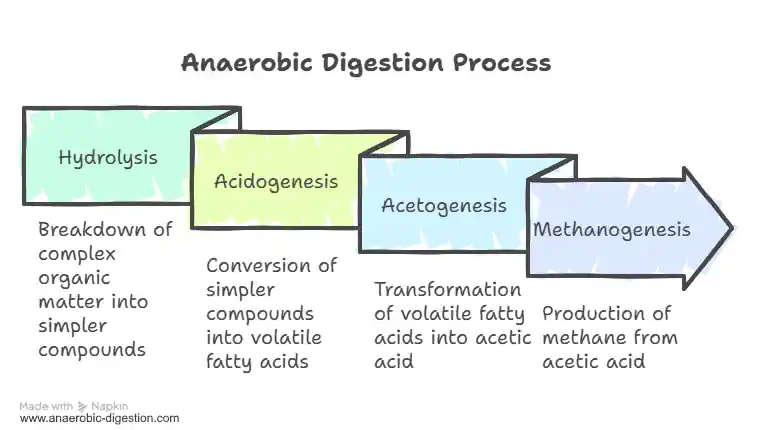
The 4 key steps of anaerobic digestion involve:
- Hydrolysis.
- Acidogenesis.
- Acetogenesis and,
- Methanogenesis.
Sounds complicated? Now we will explain this in simple language!
The biomass fed into the biogas digester is made of organic matter. This is mostly cells which are still intact, made of long-chain carbon molecules (polymers), mostly of carbon and hydrogen.
The constituent parts, or monomers, such as sugars, are still held within the cell walls and are not yet readily available for bacteria to digest.
Hydrolysis
During hydrolysis, the complex organic molecules are broken down into simple sugars, amino acids, and fatty acids.
Acidogenesis
Acidogenesis results in further breakdown of the remaining components by acidogenic (fermentation) bacteria. Volatile fatty acids are created along with ammonia, carbon dioxide, and hydrogen sulfide, as well as other by-products.
This is like the way milk sours.
Acetogenesis
Simple molecules created through the acidogenesis phase are further digested by acetogens to produce largely acetic acid, as well as carbon dioxide and hydrogen.
Methanogenesis
Here, methanogens use the intermediate products of the preceding stages and convert them into methane, carbon dioxide, and water.
Methanogenesis is sensitive to both high and low pHs and occurs between pH 6.5 and pH 8.
Indigestible material that the microbes cannot use and any dead bacterial remains, constitute the digestate.
As most biogas plant processes operate in the mesophilic (relatively cool) temperature range, the pasteurisation equipment regulates the temperature of the waste materials to 70 ˚C and then back to the mesophilic temperature range.
Our Ebook Provides Much More Information About the Biogas Production Process Steps
Find Out MoreWritten for students and professionals by Steve Last, a waste processes engineer with 30+ years of experience in designing and commissioning these plants.
Preconditioning the Substrate and Pasteurisation (also known as Hygienization)
The first biogas production process stage is the preconditioning of the feed materials (known as feedstock). The feed material is cut and mashed up with water added, comprising a large percentage of recirculated flow from the output (digestate). For wastes which may contain meat remnants or other food waste, the biogas production process will need to meet the EC animal by-product legislation requirements. This normally means that the process will need to include a pasteurisation stage, either before or after the digester reactor. In some of the hottest digestion processes, the digester may be hot enough to perform this function. However, for the majority of AD plant processes currently in use, pasteurisation requires heating the flow through the process in a separate heat exchanger to meet the pasteurisation requirements.
The Hot Water CHP Unit
In most digesters, the first process stage sees the input flow preheated by recirculated heat energy from the outflow of the pasteurisation units. With the pasteurisation unit, in the second stage, the sludge is heated up to 70ºC.
This is done by hot water from the CHP unit (or maybe another external heat source). After being held for the required time period, the substrate (process flow) is cooled to 35-38ºC.
That's in order to keep the reactor tank, in a mesophilic temperature range digester, within the intended optimum mesophilic temperature range. The process is more rapid at a process temperature 52°C/125.6°F (thermophilic reactor temperature range) in the plant's digester.
However, in cold climates, much more of the output energy at the higher temperature must be sacrificed to keep the digester tank that hot than at the lower temperature mesophilic range. Many process designs, therefore, adopt the mesophilic temperature range.
Efficient Energy Use
For the same reason, a high degree of thermal transfer efficiency in the pasteurisation stage is important to limit energy use. In principle, for a well-designed AD process, only 20 to 30% of the supplied heat produced in the biogas plant CHP should be consumed by the pasteurisation.
The pasteurisation process may also be called “hygienization”. It ensures the elimination of pathogenic bacteria, but it does have the spin-off benefit that, to a degree, pasteurisation also improves the biogas production. That is due to a small amount of hydrolysis (cell wall breakdown – lysis) taking place during the pasteurisation process. Many cite the hydrolysis effect as providing about a 20% added total energy efficiency.
Stage 2: Anaerobic Digestion in a Digester or ‘Bio-reactor'
The reaction centre of the biogas plant takes place in the digester tank, where the anaerobic digestion process occurs in four separate steps: hydrolysis, acidification, acetogenesis and methanogenesis.
Usually, the primary aim of the digestion stage of the process is to produce biogas volume and quality. However, many AD plants are also optimised for water treatment. This is the case for reactors known as UASBs (Upflow Anaerobic Sludge Blanket reactors), which are designed to clean up the water (such as organically contaminated industrial effluents from breweries, etc.) before it is discharged to the environment (i.e. to a watercourse).

Another important function of the anaerobic digestion process is the production of nutrient materials (organic fertiliser). AD experts talk about the degree of “mass destruction” which takes place. The more mass destruction (i.e. conversion of solid organic content to gas), the better, and the more biogas is produced.
The longer the substrate remains in the digester tank (the retention time), the more will be the mass destruction. However, a biogas production slowdown occurs if the substrate remains in the digester for too long. The actual time of retention of the biomass in the digester is finely balanced to gain the best gas-output to mass-destruction balance.
Mass Conversion
The mass conversion to gas (mass balance of the whole biogas plant) varies according to the type of feedstock. Biogas crops and food waste give the best conversion rates/ most biogas. Manure and sewage sludge give the least. Rates vary from approximately 5 to 10 % for manure to, up to 40% for some food wastes.
Maintenance of Neutral pH
Within the digester, there is a need to ensure that a generally neutral pH is maintained, otherwise the gas production may slow down or halt. For some feedstocks, the rate of production of hydrogen sulphide may also need controlling.
Keeping Digester Ammonia Concentration within Bounds
Many researchers have also reported that the digester ammonia concentration should be kept below maximum levels. Those reporters say that limiting ammonia concentration is essential, while others say that this is not a problem.
The biogas production stage takes place over a retention period of about three weeks.
In many biogas plants, the gas is purified (upgraded) before it is used by removing impurities and carbon dioxide.
Biogas Production Process – Stage 3: Digestate Processing for Use as an Agricultural Fertilizer (Spending is Saved on Bought-in Fertilizer Costs When This is No longer Needed)
Finally, a proportion of the substrate is allowed to flow out from the biogas digester as substrate flow, and the portion not recirculated (to add water to the incoming preconditioning mash-up) flows out. This fraction is called the digestate.
The digestate is again (like the mash which entered the digester) a slurry, and contains both fluid and fibres. The usual way to process the digestate is to separate the liquid from the solid part. This may be done either by mechanical dewatering or by simply leaving the outflow of the digester to drain so that the free liquid pours out and is collected.
The liquid part is used to produce precision liquid fertilisers. The fibrous material is usually composted in the same way (in windrows) as aerobic compost. Once it is largely free from odor, after about 3 to 4 weeks, the fibre digestate is used as a soil improver/ conditioner.
Biorefinery – Similarity to an Oil Refinery
The energy process which takes place in a biogas plant is functionally similar to an oil refinery, which produces a usable fuel, and methane can be further processed to make more complex hydrocarbon-based chemicals, which can be used to replace their oil-based equivalents and make plastics, etc.
It is therefore unsurprising that anaerobic digestion process experts have coined the term “biorefinery“, to describe the larger AD Plant facilities.
Mechanical Dewatering
Where the digestate is dewatered mechanically, this may be done by a “decanter centrifuge” or a “screw press”. Dewatering is applied depending on the digestate characteristics and the required nutrient balance between fertiliser products.
Digestate Output
Digestate fibre typically has a dry solids concentration of 25-30 %. From a nutrient point of view, it normally contains a 1:1 ratio between nitrogen and phosphorus. The proportion of liquor (process fluid – mostly water) is of a higher volume than the fibre portion. Most of the ammonia in the output is in the liquor (liquid digestate), together with a low concentration of phosphorus. Ammonia concentration in the reactor is controlled against becoming too high in the digester by the amount of output liquid.
Biogas Production Process Conclusions
The normal/ most common anaerobic digestion production process is the type of Continuous Stirred Tank Reactor (CSTR) design described here.
The flow progresses through a sequence of stages, from preconditioning of the feed to pasteurisation, and digestion in the main digester tank.
Biogas and digestate (fertiliser) are the biggest outputs by a wide margin, and the biogas production process can quite reasonably be given the proud name of ‘biorefinery'.
Further Reading on Our Blog
- Biogas Production in more detail for wastewater treatment is discussed here.
- How Biogas is produced in a major US state is discussed in our article: Biogas Production in California.
- You may be interested in biogas production improvements by reading the following: Use of Innovative Anaerobic Digester Covers to Maximise Biogas Production
- If the effect of pumping technology on biogas production interests you, try reading: Sugar Waste Biogas Production Enhanced by Borger Rotary Lobe Pumps
- If you've not yet heard about the benefits of biochar to biogas production, check out: Adding Biochar During Anaerobic Digestion To Optimise Biogas Production
[First published January 5, 2019.]




Thank you a lot for giving an extremely good opportunity to read this site. Did you see the “Greenage”? They cover many other green energies. Not just the biogas.
hi guys i may have skipped the part where it says how it start the gas production inside the biodigester..
i have mine finished to built last monday,since on winter where i live its quiet chilly i’ve put inside the biodigester a rod for fish tanks to keep water warm.
the tank i have its 220 liters and inside right now there are about 30 liters or so..
and up until now it hasn’t made any gas yet.
the constant temperature inside the digester range from 30 to 32.5 degrees C at the whole time,during the days its between 31 to 32 C over night goes down to 30..
what can i do to start the gas production??
keep in mind that nobody but me in my town has decided to make biogas themselevs.
so if somebody is gonna say go get slur from your neighbour to start your digester i can’t!!
Do you have a field with cows, or cattle grazing? To add some dung to get the digester started is something a lot of people do.
Even so, it could take a month before any gas is produced. Don’t forget that to begin with the aerobic organisms have to use up all the free oxygen before that creates the anaerobic environment in which the facultative anaerobes can get growing. When they have depleted the oxygen still further the true anaerobes (methanogens) should start to multiply.
well for now i’ve put in my dog poo and no i do not have access to cow dung.
i didn’t know about the oxygen and now that you told me about that i know what to do to speed up the oxygen depleting and why it hasn’t started yet…
further more i now know the modifications i have to do to my digester….
well thanks for the infos you provided me were very very helpful…
but with the warm that the fish tank rod produces,oxygen isn’t consumed faster?
anyway i will bookmark this page..very very thanks again for the help you gave me!!
regards!!!
This post is incredibly informative! I appreciate the detailed breakdown of the biogas production steps. It’s great to see the emphasis on the importance of each stage in the anaerobic digestion process. I learned a lot and can’t wait to apply this knowledge in my projects. Thank you for sharing!